
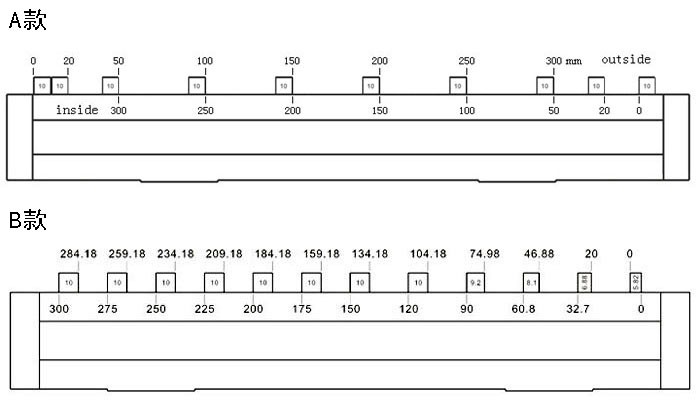
卡尺檢測規因其擁有同向和異向工作面,所以可通過適當的排列組合同時得到需要的內測量與外測量標準尺寸,用以檢測卡尺的內外測量示值誤差。比較常用的一種排列如下圖所示。 對于一把卡尺來說,不應該僅僅是檢測其外測量示值,內測量示值一樣需要檢測。
JJG 30-2002《通用卡尺檢定規程》里,對于最常見的四用卡尺刀口內量爪只提出了尺寸和平行度的要求,并沒有對內測量示值有要求;而GB/T 21389-2008《游標、帶表和數顯卡尺》國家標準里面默認也是控制刀口內測量爪尺寸和平行度,該標準里5.15.2.3條內容如下:“帶有刀口內測量爪的卡尺,當用戶要求保證刀口內測量的示值誤差時,刀口內測量爪的尺寸不執行表13中有關刀口內測量爪尺寸極限偏差的規定值,以保證其示值誤差為準……”其實該段文字表明,如果符合現有國家標準或檢定規程要求的刀口內測量尺寸,是不一定能保證卡尺內測量示值誤差的。這和國際標準不相符,無論ISO還是DIN的卡尺標準,里面都沒有內測量爪尺寸要求,而是提出內測量示值要求。
內測量爪尺寸控制合格,并不能說明內測量示值也能合格。首先,內測量爪尺寸越大,內測量示值就越小,當卡尺本身還存在一個負值誤差時,內測量示值誤差將會疊加得更大;其次,卡尺結構違反阿貝原則,其尺身直線度對于卡尺的示值有著明顯的影響,而且由于內測量爪和外測量爪并不在尺身相同一側,因此對于四用卡尺的內、外示值誤差的影響是相反的,所以檢測四用卡尺示值時應該同時檢測內、外量爪示值,且相同受檢點內、外測量的示值誤差基本一致,才能說明此卡尺符合優質卡尺的條件之一。
卡尺檢測規,工作尺寸300mm內極限誤差為±0.002mm,是卡尺允許誤差的十分之一,完全滿足卡尺檢驗標準器的要求。使用卡尺檢測規檢測卡尺,方便、快捷、準確。豎立使用卡尺檢測規,可檢測高度卡尺等。 對于客戶需求不同的量塊排列、不同的最大工作尺寸要求,我們會一一滿足您的要求。
產品特點
1、檢測卡尺,方便、快捷、準確
2、豎立使用可檢測高度卡尺
3、擁有同向和異向工作面
4、排列組合同時得到需要的內測量與外測量標準尺寸
| 測量范圍 | 貨號 | 類別 | 極限誤差 |
| 300mm | 022-163C | 陶瓷 | ±2.0μm |



